K3D Калибровщик откатов
Описание
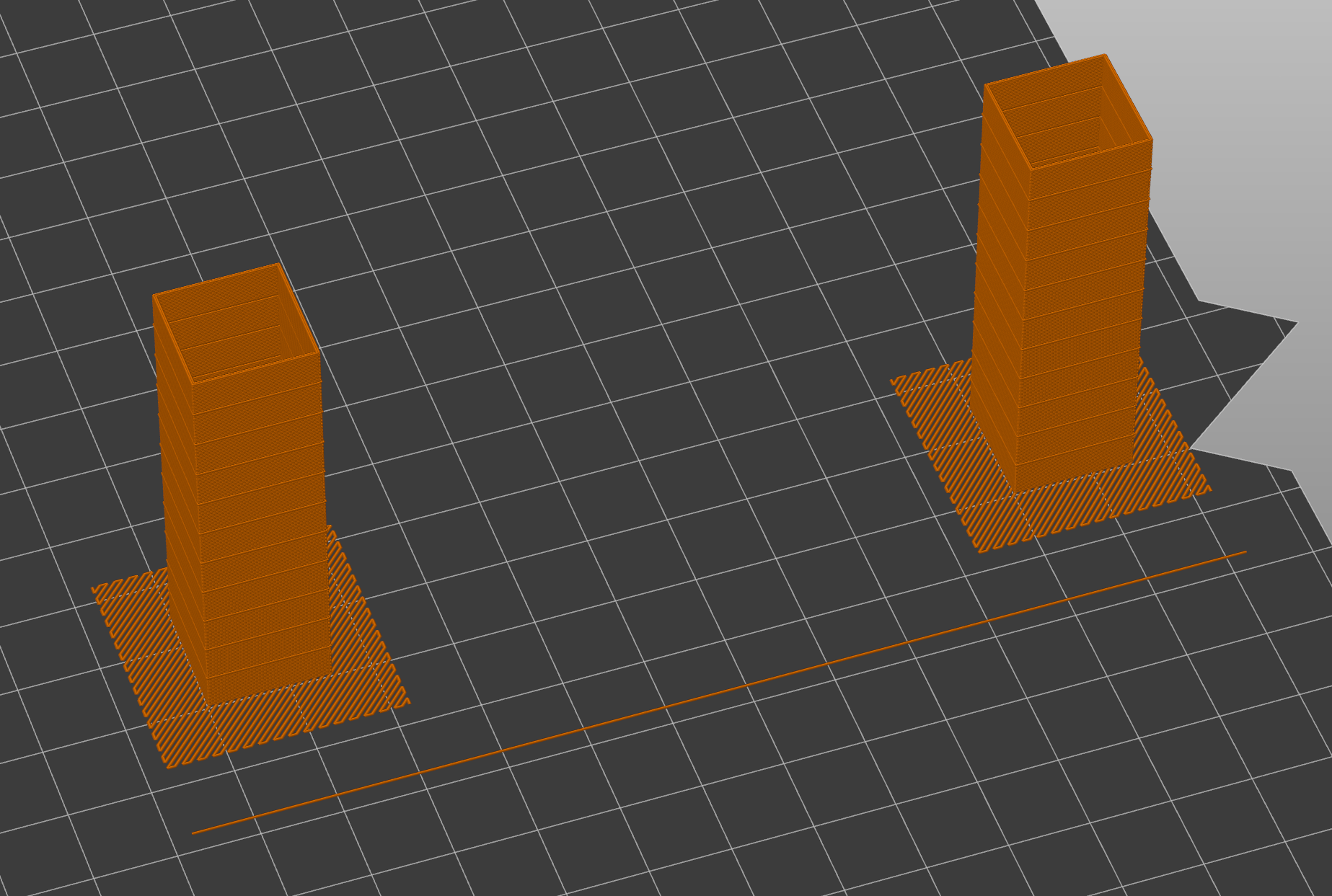
K3D Калибровщик откатов генерирует G-code для подбора значения длины и/или скорости отката экструдера FDM 3D принтера. Используется самая распространенная методика печати двух башенок со ступенчато изменяющимися длиной и/или скоростью отката по высоте. Таким образом за 1 печать можно проверить сразу несколько значений, что сокращает время калибровки.
Плюсы калибратора откатов K3D
- Наиболее приближенные к реальной печати условия проверки откатов. В частности, между каждым откатом печатается линия длиной около 120мм, что исключает взаимовлияние проверяемых значений друг на друга;
- Регулируемая длина перемещений позволяет еще больше приблизить условия тестирования к реальной печати на любом принтере;
- Проверяется не только откат от одной точки до другой, но и откат при смене слоя;
- Благодаря печати плота на первом слое, башенки достаточно устойчивы для проверки откатов на любых материалах, используемых в FDM 3D печати;
- Перед печатью башенок делается прочистка экструдера, что увеличивает шанс успешной печати без вмешательства пользователя (без ручной прочистки перед печатью);
- Сегменты с разными значениями длины и/или скорости отката отделены выпирающими слоями, что упрощает съем данных с распечатанной модели;
- В общем случае тест занимает достаточно малое количество времени;
- Калибратор доступен в виде веб-приложения, то есть может быть использован без предварительной установки;
- Нет требований к конфигурации прошивки, работает почти со всеми FDM 3D принтерами.
Как пользоваться калибратором
Настройки
- Заходите на страницу калибратора;
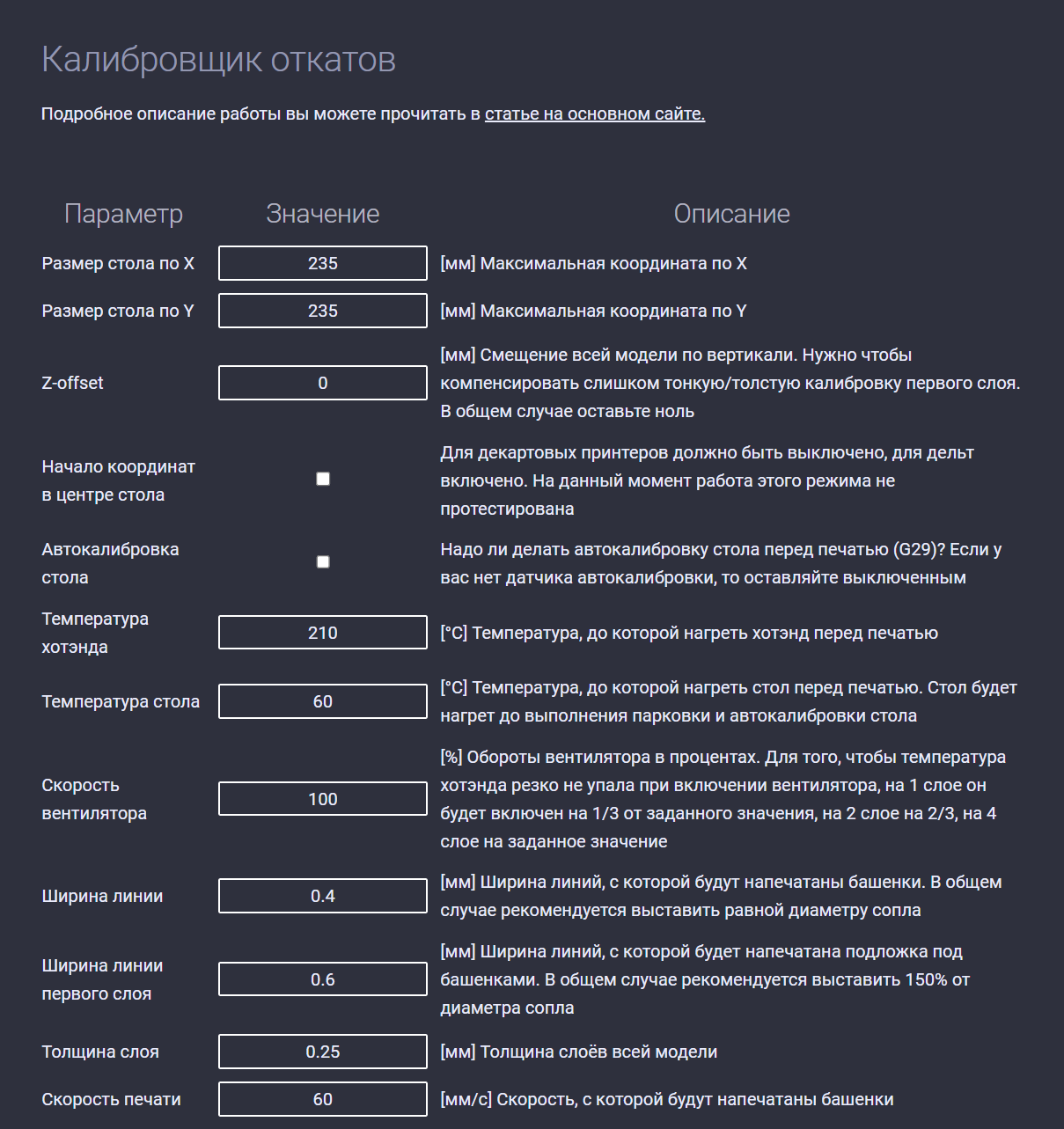
- Перед вами будет список параметров, которые надо указать соответственно вашим обычным настройкам печати из слайсера;
- Слева от каждого параметра есть его название, которое соответствует названию с большинстве слайсеров;
- Справа есть подробное описание как параметр работает и какие значения стоит указывать;
- Все значения стоит указывать цифрами, в качестве разделителя можно использовать как точку, так и запятую;
- Введенные значения сохраняются в памяти браузера, так что можете не бояться закрыть или обновить страницу;
- Нажимаете на кнопку
Генерировать и скачать
Если параметры в допустимых диапазонах
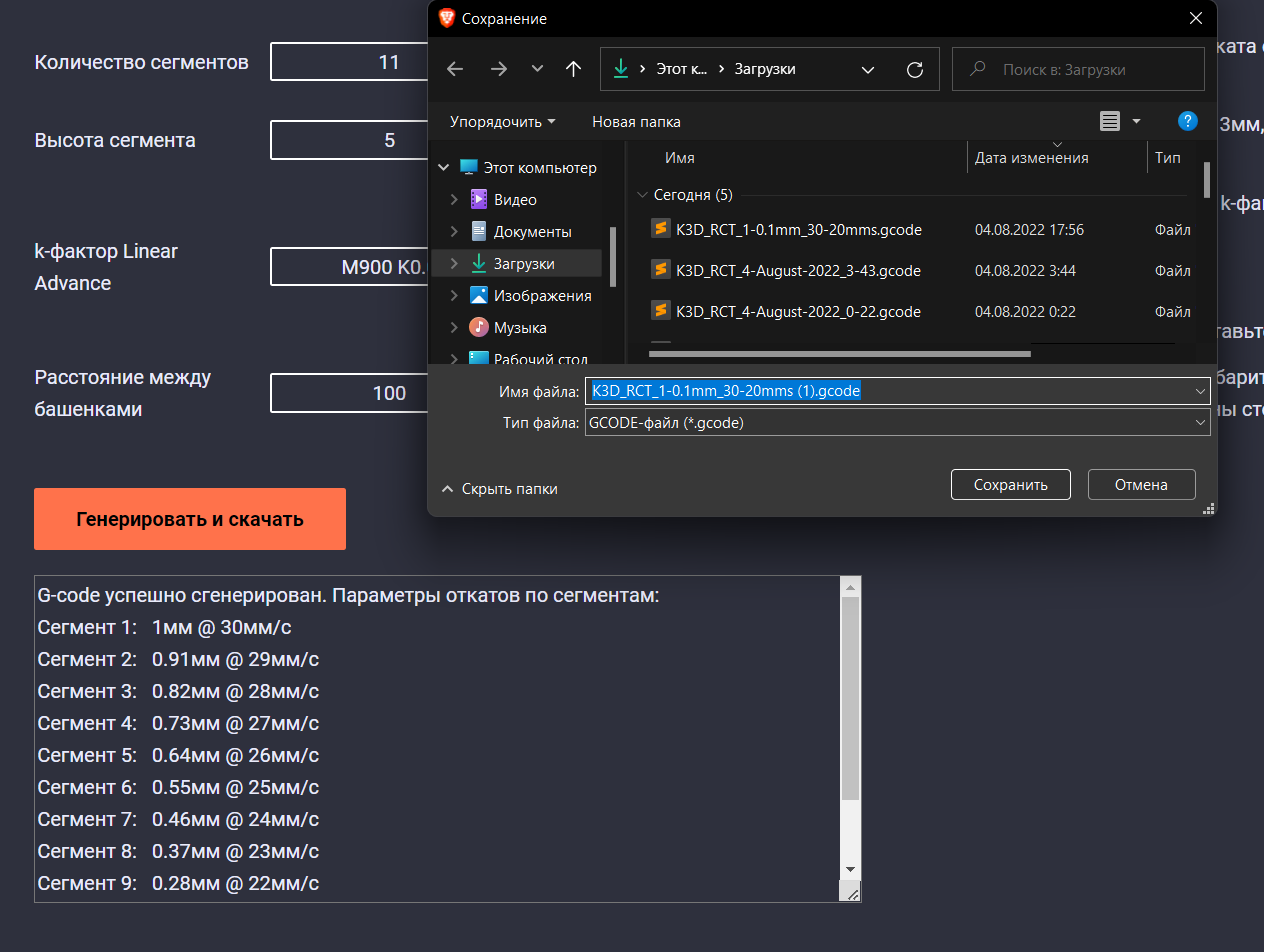
Если введенные вами значения параметров соответствуют допустимым диапазонам, то выведется окно скачивания файла и информационное окно внизу страницы.
Файл следует сохранить и распечатать на принтере привычным для вас методом. Перед печатью рекомендуется перезагрузить принтер чтобы избежать конфликта с ранее напечатанными файлами. Также рекомендуется просушить пластик, чтобы избежать ложных результатов.
В информационном окне внизу страницы будут выведены параметры откатов для каждого сегмента. Сегменты нумеруются снизу, то есть самый нижний - сегмент 1, второй снизу - сегмент 2 и так далее. Не обязательно сохранять куда-то эти значения, так как информация о значениях на сегментах также сохраняется внутри G-code файла. Вы можете открыть его любым текстовым редактором, например, Notepad++, и посмотреть значения там. Также информация о начальных и конечных длинах и скоростях откатов за сегмент будет сохранена в названии файла.
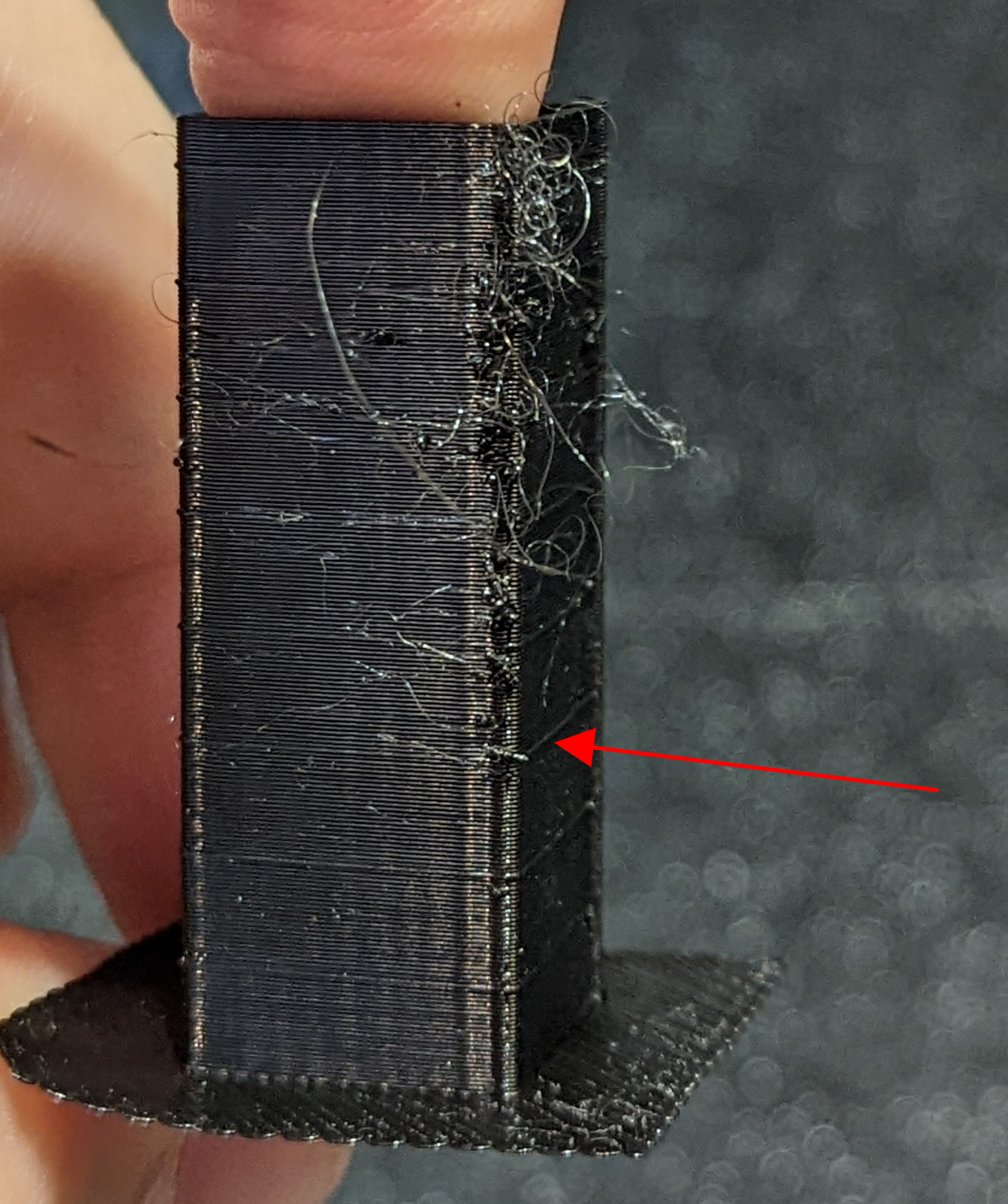
Посмотрите на распечатанные башенки. Если диапазон проверяемых значений подобран правильно, то снизу у вас должны быть сегменты, распечатанные без дефектов, а сверху сегменты, на которых будут оставаться кусочки из вытекшего за время перемещения пластика. На фото модели выше дефекты начинаются с 4 сегмента, это значит что значения параметров длины и скорости откатов для 3 сегмента подходят и являются оптимальными.
Если все сегменты отпечатаны без дефектов, то диапазон проверяемых значений стоит сместить в меньшую сторону. Например, если вы проверяли длину откатов от 5 до 3мм, и дефектов нигде нет, то стоит проверить диапазон от 3 до 1мм.
Если все сегменты имеют дефекты, связанные с вытекающим во время перемещения пластиком, то стоит проверить, что тестируемый пластик просушен и что для него выставлены оптимальные температуры. Если с этим проблем нет, значит надо сместить тестируемый дипазон в сторону больших значений.
Если параметры выходят из допустимых диапазонов
Если указанные вами параметры выходят из допустимых диапазонов, то окна для скачивания файла выведено не будет. В информационном окне будет выведено какие параметры выходят за допустимые пределы. Исправьте эти значения и попробуйте снова.
Частые вопросы и ответы на них
Не появляется кнопки "генерировать и скачать"
Кнопка Генерировать и скачать появляется после того, как браузер загружает основной исполняемый файл программы. Обычно на это уходит менее 20 секунд, но в редких случаях может уйти больше времени.
Если в течение 2 минут кнопка не появилась, то попробуйте перезагрузить страницу с помощью сочетания клавиш ctrl + F5.
Если после обновления страницы всё равно не появляется кнопки, то, скорее всего, ваш браузер не поддерживает webassembly. В таком случае рекомендуется установить более современный браузер (Chrome, Firefox, Safari, Edge и т.д. последних версий).
При нажатии кнопки "генерировать и скачать" ничего не происходит
Скорее всего это значит, что вы ввели недопустимые значения параметров и программа вылетела с ошибкой. Такое может быть если вводить буквы вместо цифр, например. В этом случае обновите страницу с помощью сочетаний клавиш ctrl + F5, проверьте все значения и попробуйте еще раз.
Ошибка "move exceeds maximum extrusion"
Эта ошибка возникает в прошивке klipper и решается внесением строчки max_extrude_cross_section: 999999 в раздел extruder в конфигурации.
Это отключит защиту от выдавливания большого количества пластика на маленьких перемещениях. Отключение этой защиты не приводит ни к каким негативным последствиям, то есть у вас не возникнет дефектов печати, не возникнет ситуаций, опасных для механики принтера и так далее.
В целом, работа этой защиты, скорее всего, забагована. На это указывает несколько вещей:
- Она иногда срабатывает и на g-code из Cura или Prusaslicer, которые после отключения защиты печатаются полностью нормально;
- Тот же g-code из калибратора после отключения защиты печатается нормально, без дефектов;
- Ручной поиск где klipper насчитал такую экструзию на данный момент безуспешен. Ни одна из линий в g-code не имеет такой площади сечения, но klipper её где-то находит;
- На других прошивках эти "проблемные" g-code файлы печатаются так же без ошибок и дефектов.
Чем усложненный режим отличается от обычного?
Существует 2 порядка, в которых можно печатать башенки:
правая->левая->смена слоя->левая->правая;правая->левая->смена слоя->правая->левая.
При первом способе смена слоя происходит без перемещения от башенки к башенке. При втором способе перемещение происходит непосредственно после смены слоя. Таким образом, второй способ является более сложным для экструдера вариантом, и до версии 1.4 он и использовался.
Начиная с версии 1.4 было решено перейти на первый способ, так как именно так слайсеры режут подобные коды. То есть теоретически, первый способ должен быть ближе к реальной печати, и давать более точный результат. Тем не менее, у некоторых людей произошло обратное, и нарезка "как в слайсере" начала показывать слишком оптимистичные результаты.
Специально для борьбы с такими случаями был добавлен переключатель между этими двумя порядками печати башенок. Если галочка Усложненный режим выключена, то будет использоваться 1 режим нарезки ("как в слайсерах"). Если галочка включена, то будет использоваться 2 режим, который проверяет откаты в более сложных условиях для экструдера.
Изменения в версиях
v1.1
- Добавлены параметры откатов по сегментам в начало G-code файла;
- Упрощен вывод ошибок (убрано ненужное)
- Добавлена команда M82 (абсолютная экструзия) в начальный скрипт печати
v1.2
-
Теперь в качестве разделителя в дробных числах поддерживается не только точка, но и запятая;
-
Увеличен диапазон допустимых скоростей откатов до 150мм/с;
-
Диапазон допустимой высоты сегмента изменен на [0.5-50] мм;
-
Исправлен двойной вывод ошибки;
-
Конечный G-code печати изменен и теперь должен работать на всех принтерах, включая дельты;
-
Порядок сегментов в информационном сообщении инвертирован чтобы совпадать с порядком печати сегментов.
v1.3
-
Исправлен порядок нагрева хотэнда и стола;
-
Прочистка хотэнда теперь осуществляется в две линии.
v1.4
В этом обновлении добавлено несколько оптимизаций печати, которые призваны приблизить работу генератора к слайсерам.
-
Периметры в башне теперь печатаются так, как их генерируют слайсеры (теперь два отдельных прямоугольника, раньше была спираль);
-
Изменен порядок печати башен. Раньше:
левая -> правая -> левая -> правая. Теперь:левая -> правая -> правая -> левая; -
Шов на правой башенке теперь зеркален шву на левой;
-
Теперь после печати голова не только поднимается на 5мм, но еще и отходит к центру стола.
v1.5
- Исправлена работа Z-offset;
- Движение к началу печати теперь осуществляется в два этапа: сначала поднимается ось Z, потом идёт движение в плоскости XY. Это позволяет избежать столкновения сопла со столом на принтерах, где положение при парковке ниже поверхности стола;
- В прошлой версии неправильно считались координаты периметров башенок, из-за чего те пересекались на 50%. Это вызывало переэкструзию и гипертрофированный шов. В новой версии расстояние между периметрами считается так, чтобы те пересекались на 10%;
- Исправлен отвод сопла к центру области печати.
v1.6
- Добавлена поддержка английского языка;
- Добавлена настройка потока;
- Добавлена кнопка сброса параметров к стандартным значениям;
- Ввод команды на установку k-фактора LA/PA теперь зависит от типа прошивки;
- Добавлена возможность менять стартовый и конечный G-код.
v1.7
- Динамическая генерация списка проверяемых значений при изменении любого параметра, связаннго с ними.
v1.8
- Убрано уведомление, что режим для дельт не был протестирован;
- Добавлен усложненный режим;
- Теперь в генерируемый G-код выписываются все параметры, которые вводил пользователь.