K3D Ender-3 Sprite Printhead

K3D ESP - это открытый проект печатающей головы, основанной на экструдере Creality Sprite. Система охлаждения может использоватьяс отдельно от крепления к каретке.
Скачать
Для Ender-3S1 и Sprite Pro Kit (с переходной платой и кареткой) печатать кронштейн не надо!
- Крепление Sprite к каретке Ender-3:
- Система охлаждения (подходит к Ender-3 S1/S1 Pro/S1 Plus):
- Крепление BLTouch/CRTouch:
- Проставка CRTouch под хотэнд Volcano для E3S1
- Сборка в формате .STEP
Старые версии можно скачать на странице релизов.
Покупка деталей
Для сборки этой печатающей головы вам понадобится купить необходимые детали. Актуальные ссылки на всё нужное вы можете найти в разделах 3D рекомендатора:
Система охлаждения
| Наименование | Кол-во | Примечание |
|---|---|---|
| Вентилятор 5015 радиальный | 2 | |
| Вентилятор 4010 радиальный | 0-1 | Если на вашем принтере нет такого вентилятора, то надо будет докупить |
| Винт М4x20 DIN 7380 | 2 | |
| Винт М4x35 DIN 7380 | 1 | |
| Винт М3x5 DIN 7380 | 3 |
Экструдер
если вы ставите систему охлаждения на Ender-3S1 или любой другой принтер, на котором Sprite уже стоит, то покупать приведенное ниже вам не надо
| Наименование | Кол-во | Примечание |
|---|---|---|
| Экструдер спрайт | 1 | Брать комплект с кареткой не имеет смысла т.к. крепление можно напечатать. Хотэнд лучше тоже покупать отдельно т.к. тогда можно будет поставить более производительный Volcano |
| Термобарьер Sprite | 0-1 | Если брали комплект без хотэнда |
| Хитблок Volcano | 0-1 | Если брали комплект без хотэнда |
| Сопла Volcano | - | Если брали комплект без хотэнда. Обычно достаточно взять 1 медное с калёной вставкой 0.4 т.к. через него можно печатать всеми материалами и шириной линии от 0.35 до 0.8 без потери качества |
| Носок Volcano | 0-1 | Если брали комплект без хотэнда. Нужен чтобы защитить хитблок от резких перепадов температуры при изменении оборотов вентиляторов обдува модели |
| Термистор в гильзе | 1 | Если штатный термистор без гильзы, то надо будет взять такого же типа, но в гильзе. Тип термистора на разных моделях разный, но, чаще всего, это 104GT-2 или NTC100K B3950 |
| Винт М3х6 DIN 7380 | 2 | |
| Винт М3х8 DIN 7380 | 1-2 | Для 3010 версии 2, для 4010 - 1 |
| Винт М4х20 DIN 7380 | 4 | |
| Винт М3х5 DIN 7380 | 0-5 | В некоторых комплектах Sprite и на Ender-3S1 они должны быть в стоке |
| Винт М3х5 DIN 7991 | 0-3 | В некоторых комплектах Sprite и на Ender-3S1 они должны быть в стоке |
| Винт М2х5 DIN 912 | 0-3 | В некоторых комплектах Sprite и на Ender-3S1 они должны быть в стоке |
CRTouch
Если устанавливаете на Ender-3S1, то там уже есть и датчик, и его крепление в стоке. Для других принтеров опционально
| Наименование | Кол-во | Примечание |
|---|---|---|
| CRTouch | 0-1 | |
| Винт М3х5 DIN 7380 | 4 | В некоторых комплектах Sprite и на Ender-3S1 они должны быть в стоке |
Печать деталей
Если вы собираетесь устанавливать только систему охлаждения, то печатать и обрабатывать надо только сопло системы охлаждения
Ориентация моделей

Модели следует расположить на столе так, как это показано на изображении выше. Для этого следует использовать средства ориентации в вашем слайсере:
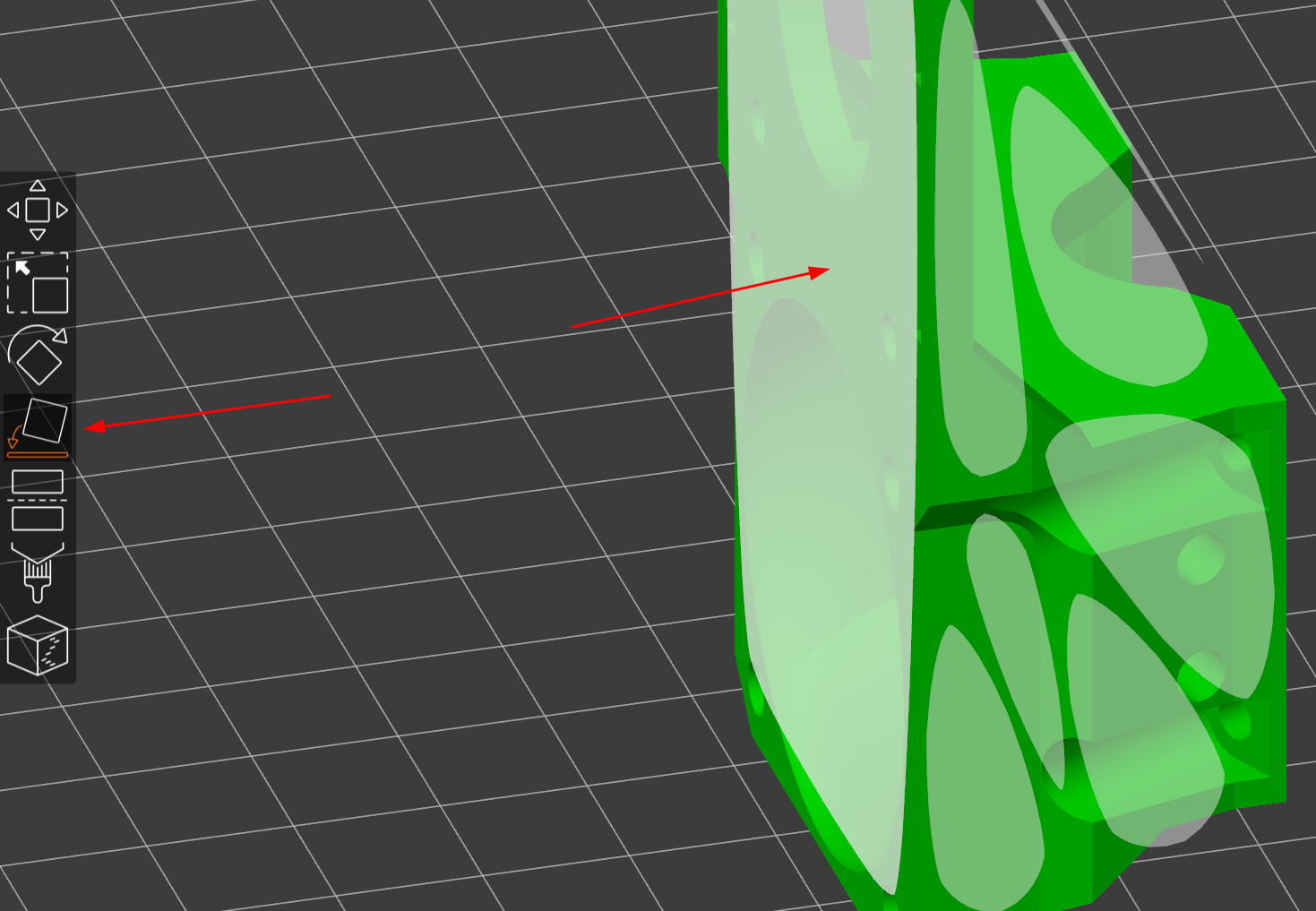
В левом меню инструмент Place on face -> клик по поверхности, которой деталь должна соприкасаться со столом
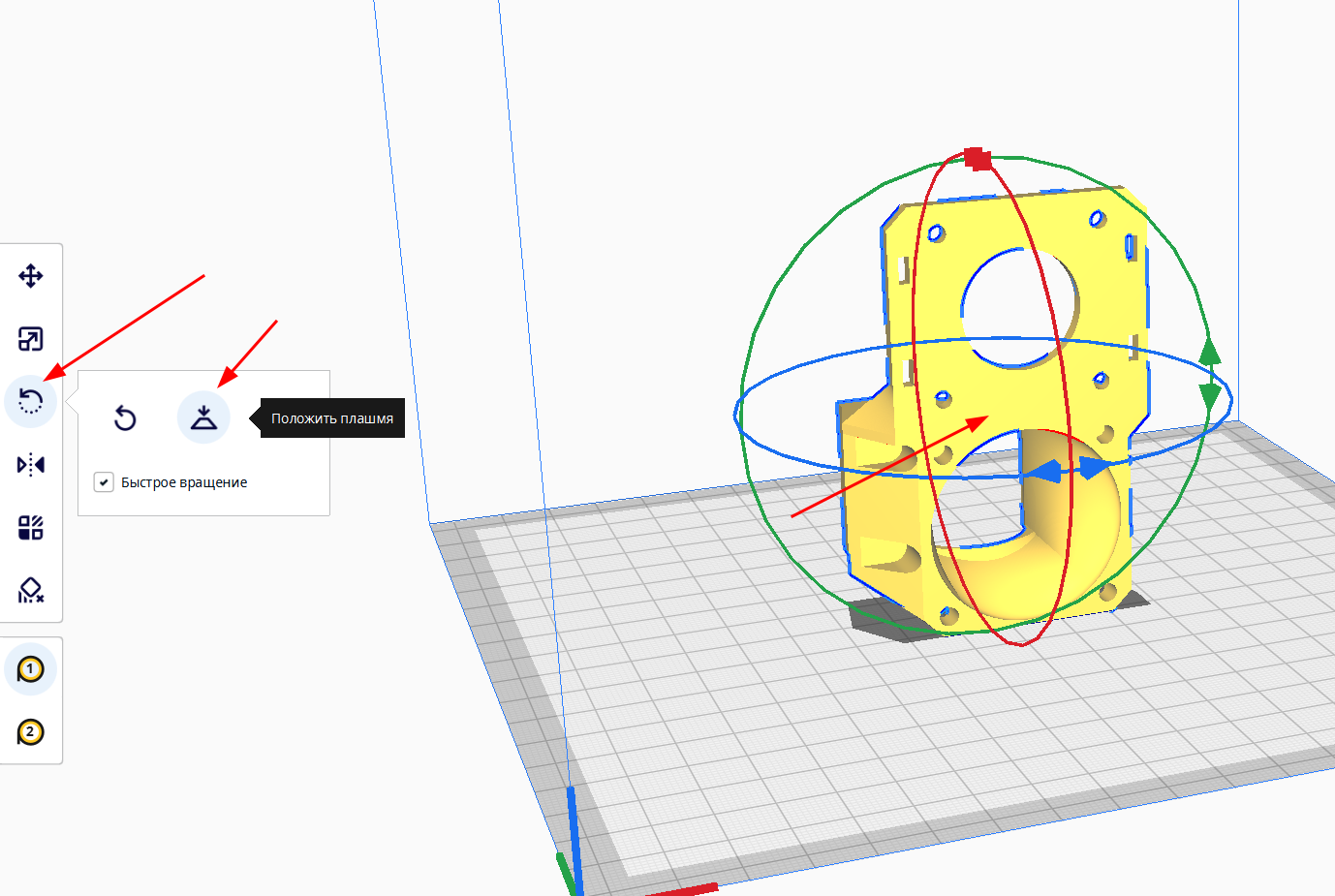
В левом меню инструмент Вращение -> Положить плашмя -> клик по поверхности, которой деталь должна соприкасаться со столом
Подбор материалов
Детали печатающей головы можно условно поделить на две группы. Первая - сопла системы охлаждения. Практически не испытывают механических нагрузок, но нагружены термически. Так что для их печати не важны прочность и жесткость, но важна термостойкость. В случае, если у вас нет возможности напечатать сопла системы охлаждения из термостойких материалов, их можно напечатать из PETG и обклеить нижнюю часть фольгой. Такие сопла не деформируются при температуре стола до ~90-100°C. Тем не менее, не рекомендуется использовать это решение на постоянной основе.
Остальные детали мало нагружены термически, но сильно механически. Так что для лучших результатов рекомендуется их печать из жестких и прочных материалов.
| Деталь | Предпочтительные материалы | Возможные материалы |
|---|---|---|
| Кронштейн | композиты на основе: PP, PA |
PETG, ABS, ASA, PC, PA, композиты на их основе |
| Сопла | ABS, ASA, PC, композиты на их основе |
Композиты на основе PP, PA |
Настройки печати
Все детали, кроме левого сопла, спроектированы так, что при правильной ориентации не требуют никаких поддержек. Все горизонтальные участки печатаются мостами, которые требуется настроить по этому видео.
Также не стоит забывать, что от основной массы деталей требуется высокая прочность и жесткость. Так что, если вы собираетесь печатать детали из плохо спекающегося пластика (ABS, ASA, PC), то рекомендуется поднять температуру, замедлить печать, максимально уменьшить (или даже выключить) обдув. Для хорошо спекающихся материалов (PETG, PA, PP) это не нужно.
Рекомендуемые значения основных параметров:
| Параметр | Значение | Комментарий |
|---|---|---|
| Ширина линий | 0.3-0.6 мм | Для сопел лучше не превышать 0.5 мм |
| Толщина слоя | 0.1-0.3 мм | |
| Толщина периметров, крышки и дна | 2 мм | Для сопел 1-2 периметра |
| Заполнение | 100% | |
| Поддержки | Отключить | |
| Обнаружение мостов | Включить | |
| Заполнение зазоров | Включить | |
| Генератор периметров | Arachne | Для сопел очень желательно, так как они тонкостенные. Для остальных деталей не важно |
Подготовка кронштейна экструдера

После печати необходимо удалить мембраны из крепежных отверстий кронштейна экструдера. Эти мембраны нужны для облегчения печати.
Сборка
Если вы хотите установить только систему охлаждения, то переходите к шагу 'Установка системы охлаждения модели'
Подготовка каретки оси Х принтера

С каретки оси Х принтера надо снять старые элементы экструдера и снять колесо и винт в правом верхнем углу.
Установка кронштейна экструдера

Установите кронштейн на каретку и прикрутите винтами, как указано на картинке выше. В этот же момент нужно установить правое-верхнее колесо каретки, так как его винт используется в креплении кронштейна экструдера.
Винты используются М3х8 с полукруглой головкой. Типоразмер винта (1) зависит от кронштейна: для 3010 вентилятора - М3х8 с полукруглой головкой, для 4010 - М3х5 с потайной головкой (из комплекта экструдера).
Установка экструдера

Экструдер в сборе с хотэндом устанавливается в кронштейн радиатором к каретке. После этого крепится на 3 винта М3х5 с потайной головкой слева, и два винта М3х5 с полукруглой головкой справа. Все винты идут в комплекте с экструдером.
Установка вентилятора охлаждения радиатора

Вентилятор прикручивается к кронштейну экструдера на винты М2х5. 4010 вентилятор крепится на 3 винта, 3010 на два.
Установка системы охлаждения модели

Сопло системы охлаждения прикручивается к мотору экструдера на 3 винта М3х5 с полукруглой головкой. Затягивать винты на данном этапе не нужно.
Установка вентиляторов 5015

Вентиляторы крепятся к системе охлаждения модели на 4 винта М4х20. Если система охлаждения распечатана из плохо спекающегося пластика типа ABS и подобных, то может быть хорошей идеей нарезать резьбу метчиком М4 или вплавить резьбовые втулки, так как подобные детали склонны расслаиваться от вкручивания винтов.
Регулировка положения системы охлаждения

Убедитесь, что сопло хотэнда протянуто на горячую, горло утоплено в радиатор до упора, хотэнд стоит в том положении, в котором он будет работать.
После этого подвиньте экструдер примерно в центр стола и опустите так, чтобы сопло экструдера упёрлось в поверхность. Под сопла системы охлаждения подложите любые элементы около 1мм толщиной, например, скидочные карточки. Убедитесь, что сопла располагаются вертикально, а также касаются карточек. Затяните винты крепления сопел системы охлаждения.
Установка датчика автоуровня

Датчик BLTouch (CRTouch) крепится к кронштейну на 2 винта М3х5. После этого кронштейн крепится к экструдеру на 2 винта М3х5.
Подключение электроники
Конкретная схема подключения электрических компонентов нового экструдера зависит от того, на какой принтер вы его устанавливаете. Поэтому создание универсальной схемы невозможно. Тем не менее, дам несколько советов по подключению.
Нагревательный элемент и термистор
Нагревательный элемент оставляется штатный, нет смысла менять его.
Если термистор не отличается от штатного по форм-фактору, то можно оставить штатный. Если отличается, то новый термистор подключается вместо штатного без учета полярности.
Двигатель
![]()
Мотор подключается вместо штатного мотора. В большинстве случаев для этого достаточно просто удлинить проводку. Не бойтесь подключить мотор неправильно, это не нанесет ему никакого вреда. После подключения, но перед проверкой, не забудьте отрегулировать ток на мотор экструдера. Некоторую информацию по этому поводу можно найти в этом видео.
Некоторые распространенные проблемы при подключении:
- Если мотор вообще не реагирует при подаче команды на его движение, то, скорее всего, вы не прогрели хотэнд. В большинстве прошивок стоит защита от работы экструдера при недостаточной температуре;
- Если мотор крутится не в ту сторону, то это можно исправить в прошивке. Если это затруднительно, то можно поменять порядок пинов в разъёме на зеркальный;
- Если мотор стучит и не двигается, или двигается нестабильно со стуком, то:
- Поменяйте местами два центральных пина в разъёме мотора (2 и 4 пин);
- Если предыдущий совет не помог, то поменяйте местами 1 и 3 пин с любой из сторон;
- Если после этого мотор всё еще стучит при вращении, то он либо заблокирован (не может провернуть шестерни экструдера), либо разрыв в кабеле.
Вентиляторы
Все вентиляторы подключается вместо штатных с обязательным соблюдением полярности. При этом вентиляторы обдува модели подключаются параллельно (все плюсы отдельно, все минусы отдельно).
Прошивка
В целом, замена экструдера на директ в большинстве случаев не требует вмешательства в прошивку принтера. Исключения только два - если была произведена замена термистора или если был установлен датчик BLTouch, которого ранее не было.
Термистор
В прошивке Marlin требуется внести изменения в файл Configuration.h:
В строке #define TEMP_SENSOR_0 надо указать номер таблицы. Для NTC100k B3950 - 1. Для 104GT или 104NT - 5
После этого надо пересобрать и установить прошивку. Для разных плат этот процесс различается, так что если вы не знаете как это делается, то вам придётся искать инструкцию самостоятельно.
В конфигурации вашего принтера в команде M308 меняется два параметра:
| Термистор | T | B |
|---|---|---|
| NTC 100k B3950 | 100000 | 3950 |
| 104GT или 104NT | 100000 | 4300 |
Итого команда у вас должна получиться примерно такой:
M308 S1 P"e0temp" Y"thermistor" T100000 B4300
В файле printer.cfg в разделе extruder меняется значение параметра sensor_type:
- Для NTC100k B3950:
Generic 3950 - Для 104GT:
ATC Semitec 104GT-2 - Для 104NT:
ATC Semitec 104NT-4-R025H42G
BLTouch
Эта инструкция не носит цели объяснить как с нуля сконфигурировать BLTouch для всех прошивок. Такую инструкцию для интересующей вас прошивки вам придётся искать самостоятельно. Здесь я лишь опишу несколько параметров, специфичных именно для крепления K3D EBP.
В файле Configuration.h:
#define NOZZLE_TO_PROBE_OFFSET { 35.75, -25.1, 0 }
Вместо нуля можно указать значения Z-offset, если вы его заранее замерили. Если нет, то оставьте это на потом, этот параметр можно менять и извне прошивки.
В конфигурации вашего принтера:
G31 P25 X35.75 Y-25.1 Z0
Вместо нуля можно указать значения Z-offset, если вы его заранее замерили.
В файле printer.cfg:
x_offset: 35.75
y_offset: -25.1
Калибровки
После внесения изменений в прошивку, стоит заново повторить все калибровки, которые зависят от печатающей головы в следующем порядке:
- Калибровка стола и Z-offset
- Калибровка PID
- Калибровка разрешения экструдера. Поток можно оставить 100% для начала и калибровать только в случае пере- или недоэкструзии на моделях
- Подбор к-фактора Linear Advance
- Подбор длины и скорости откатов
- Подбор частоты Input shaping (если он есть)