Сборка балки оси X
Подготовка печатных деталей
Необходимые детали и материалы для них
| Наименование | Кол-во | Предпочтительный материал | Возможный материал | Примечание |
|---|---|---|---|---|
| Y carriage base | 2 | PA6 GF30, PP GF30 |
PA12 GF30, ABS GF/CF, ABS, PC, ASA |
Одна зеркально |
| Lite print head mount | 1-2 | PA6 GF30, PP GF30 |
PA12, PA6, PETG |
Количество равно количеству печатающих голов. Если 2, то одна из них печатается зеркально |
| 0.5XY print head roller spacer | 1-2 | Любой | - | Количество равно количеству печатающих голов. Не зеркалится |
Ориентация деталей и особенности печати
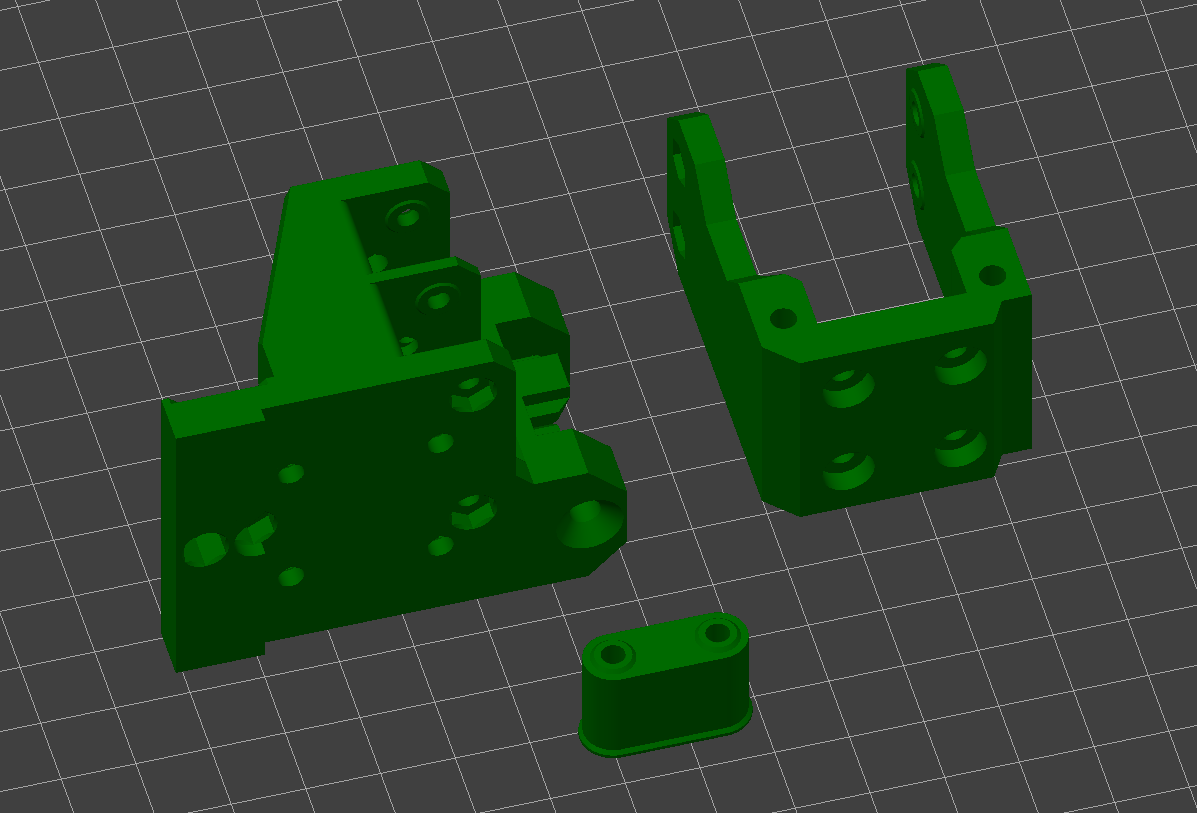
В указанной ориентации детали печатаются без поддержек.
Для всех деталей, кроме 0.5XY print head roller spacer, стоит подбираться параметры печати таким образом, чтобы прочность и жесткость были как можно выше. То есть:
- периметры 2-3 мм;
- 100% заполнение;
- ширина линий >120% от диаметра сопла;
- толщина слоя 0.1-0.15, скорость пониже.
Вплавление резьбовых втулок
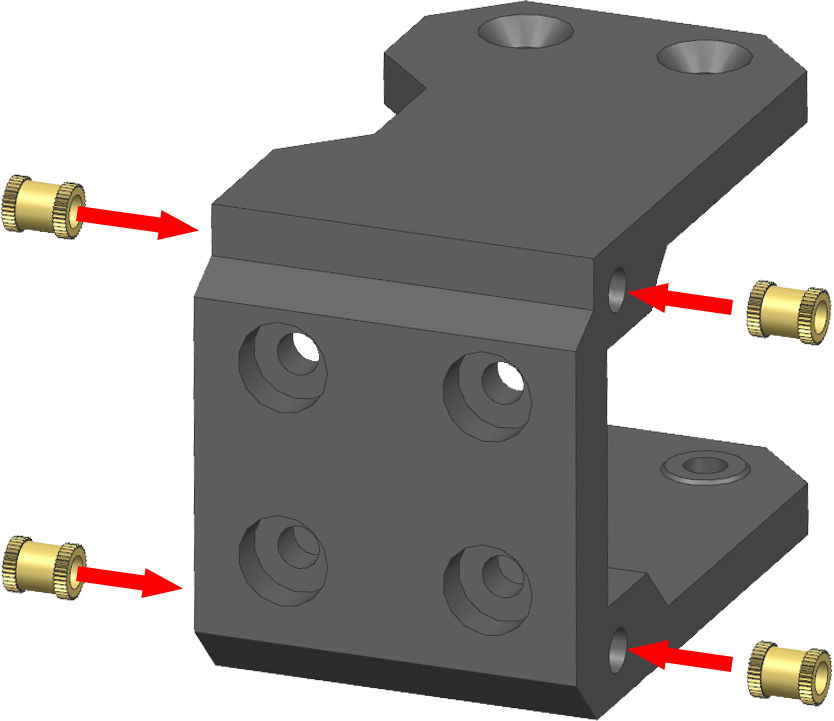
В деталь Lite print head mount необходимо вплавить 4 резьбовые втулки М3х5. Если диаметр внешней части резьбовой втулки отличается от диаметра отверстия (~3.5мм), то отверстия необходимо будет предварительно рассверлить.
Сборка балки оси X
Подготовка роликов
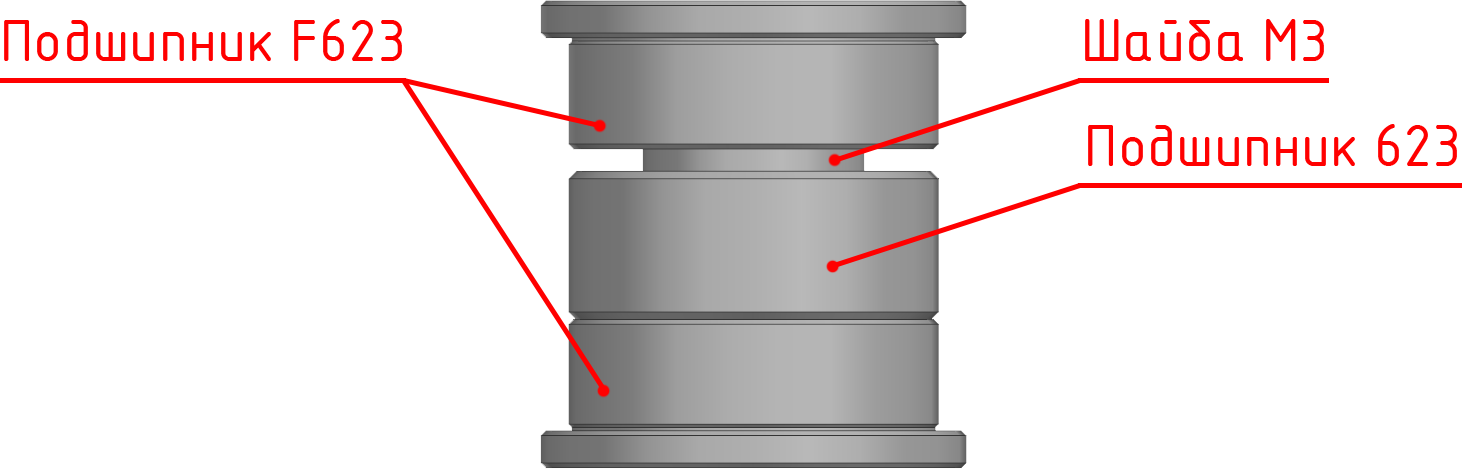
Все ролики в принтере состоят из двух подшипников f623, одного подшипника 623 и шайбы М3, соединенных таким образом, как показано на изображении выше. При этом не важно между какой парой подшипников располагается шайба.
Для удобства сборки рекомендуется все ролики предварительно собрать и обклеить полоской скотча, чтобы те не рассыпались, и их можно было бы устанавливать как единую деталь. После сборки скотч с роликов необходимо будет снять.
Сборка каретки оси Y
- Вставьте гайки м3 в углубления в
Y carriage base; - Вставьте винт М3х6 с потайной головкой в указанное отверстие и зафиксируйте его так, чтобы он не выпадал, например, гайкой М3 или кусочком скотча с наружней стороны каретки.
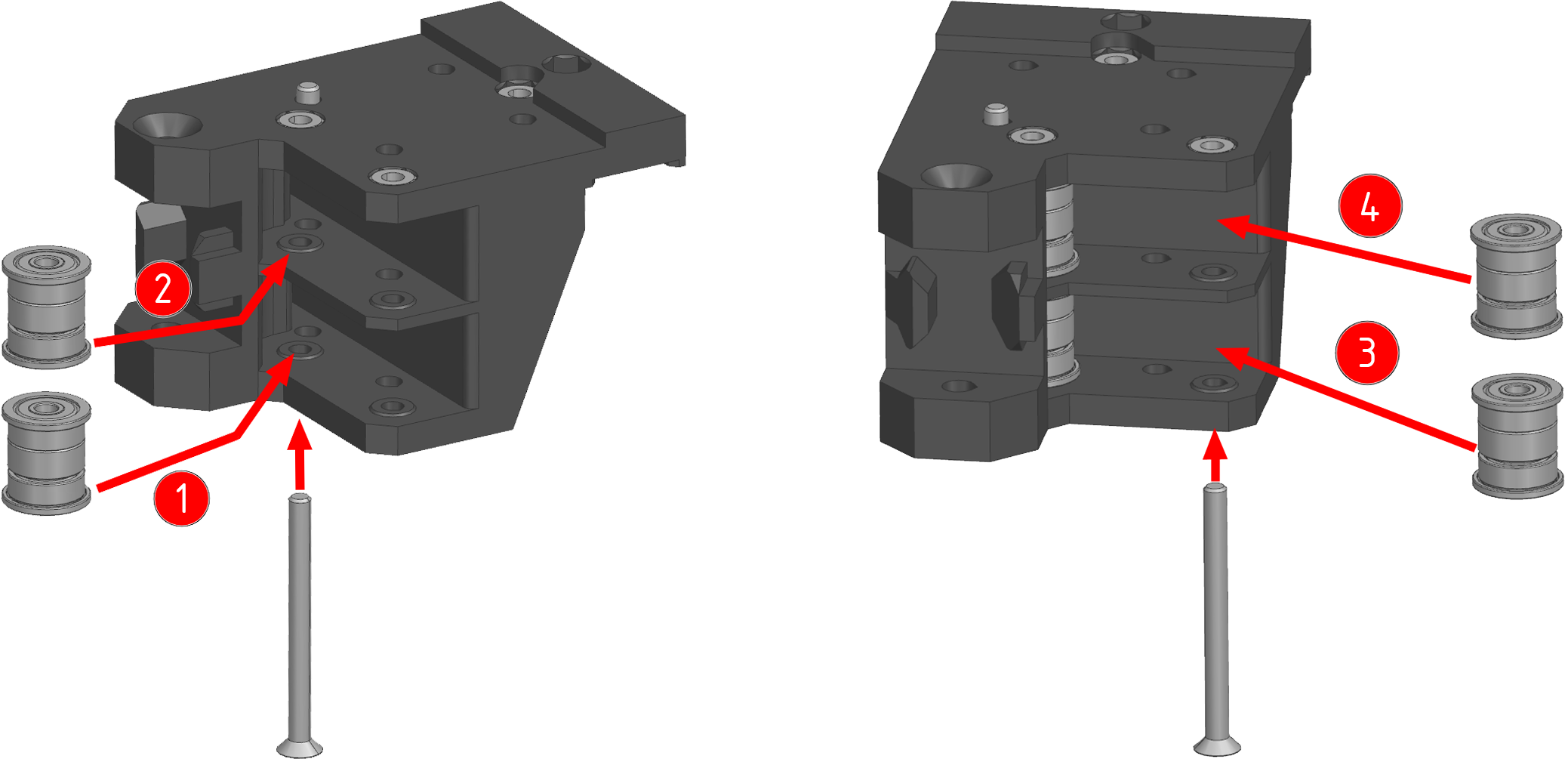
- Установите нижний внутренний ролик (1) на место;
- Продвиньте винт М3х35 с потайной головкой до центральной перегородки;
- Установите верхний внутренний ролик (2) на место;
- Закрутите винт М3х35;
- Повторите те же действия с внешними роликами.
Если собираете вариант с одной печатающей головой, то ролики (1) и (3) вам не нужны. Их можно заменить на кусочек трубочки, пару гаек М3 или не заменять вообще ничем
Установка кареток оси Y
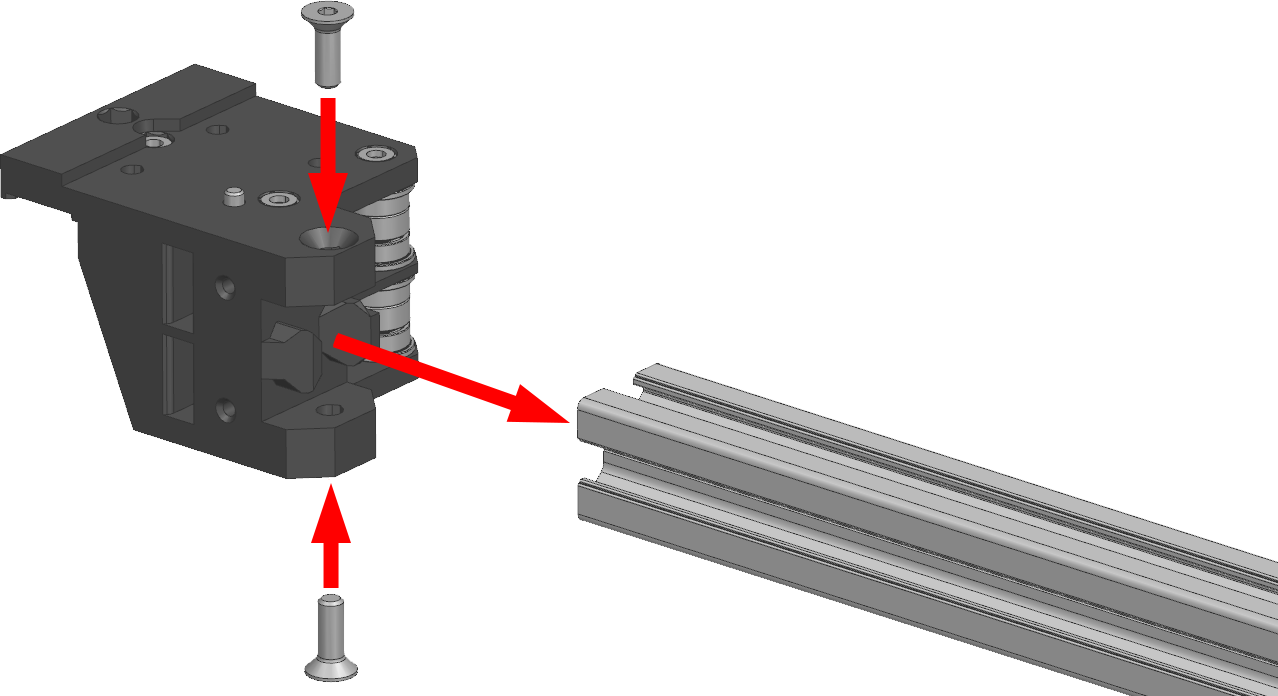
Установите каретку на профиль и убедитесь, что она зашла до конца. Если каретка не заходит до конца, то необходимо будет обработать углы в посадочном месте под профиль. Если всё встало как надо, то каретка крепится на два винта М4х12 с потайной головкой и 2 пазовые гайки М4.
Установка рельсы оси Х
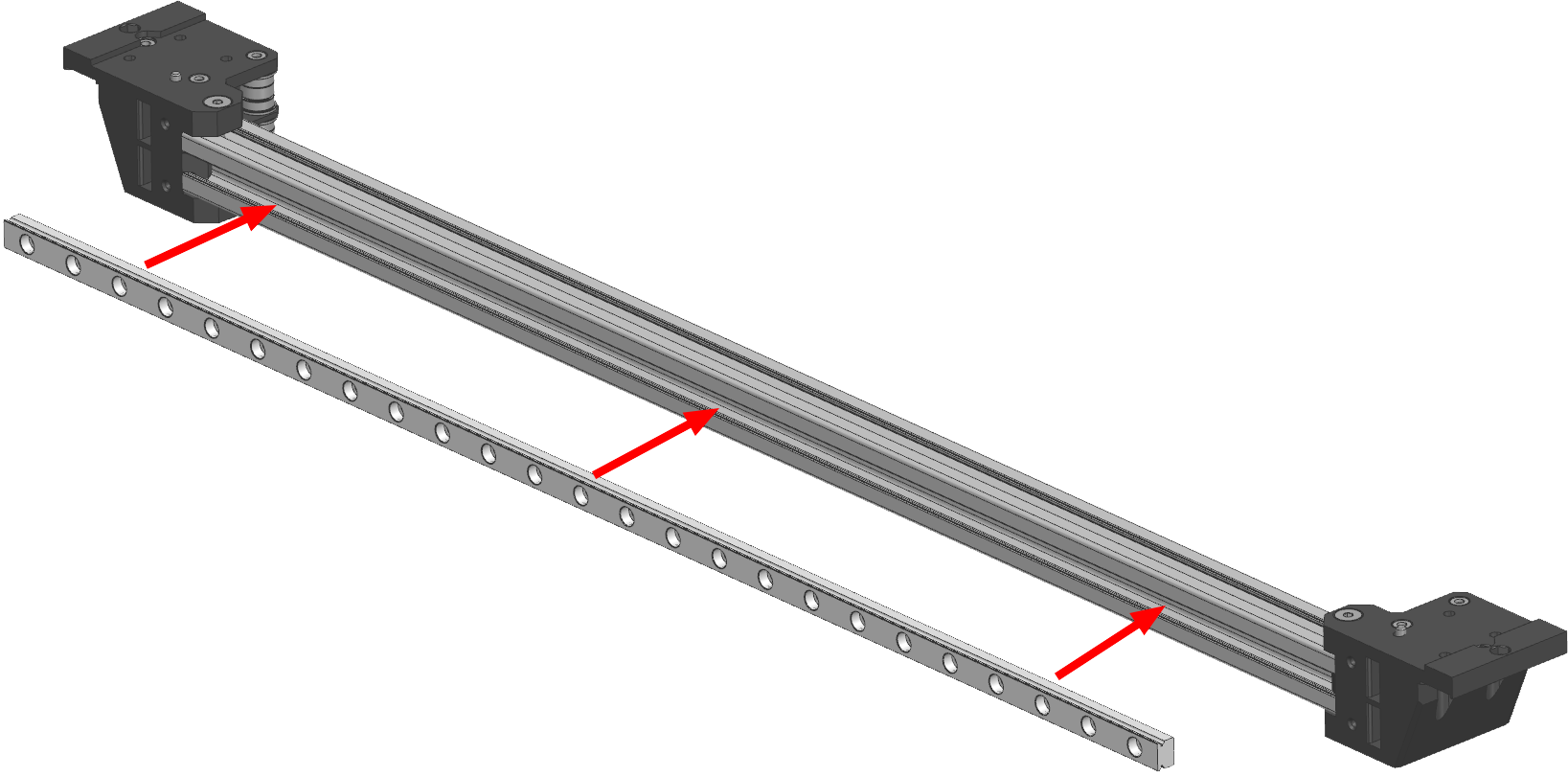
Рельса прикручивается спереди на винты М3х8 с цилиндрической или полукруглой головкой. Желательно использовать каждое второе отверстие, но не критично, если не получается. Для того, чтобы рельса встала ровно по центру балки, лучше всего пользоваться печатным шаблоном.
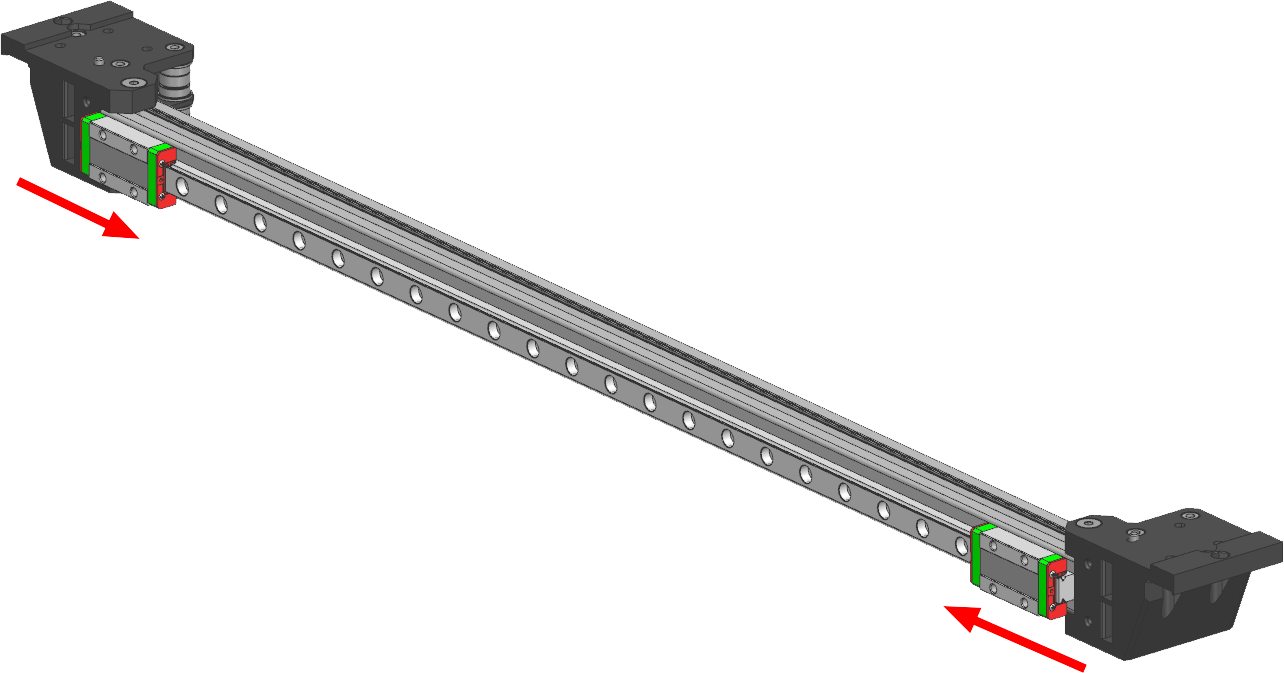
Каретки MGN9 задвигаются на рельсу с краёв. Будьте аккуратны, чтобы шарики не выпали из кареток.
Сборка левой каретки оси X
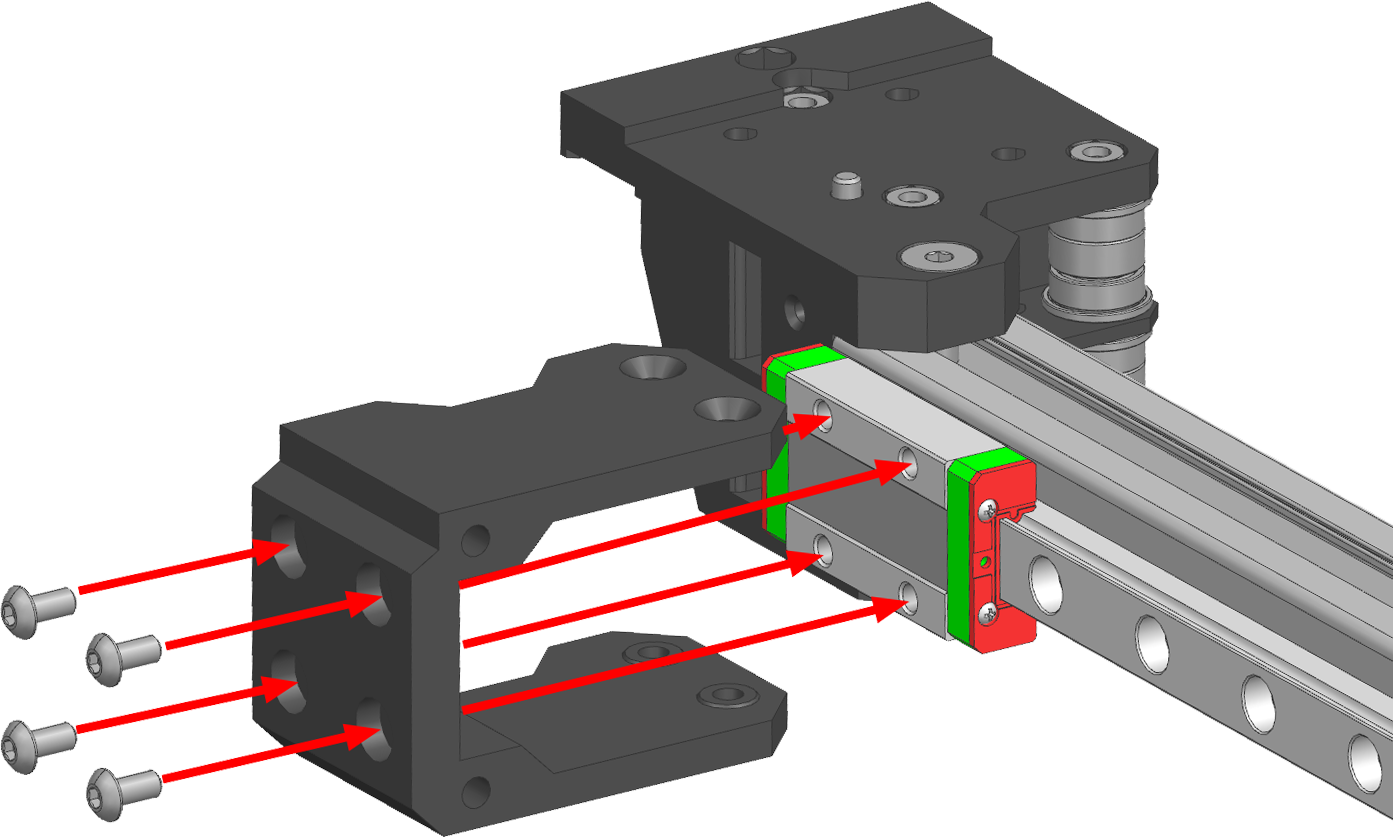
Деталь Lite print head mount устанавливается на каретку рельсы и прикручивается 4 винтами М3х6 с полукруглой головкой. Обратите внимание, что выемка в передней части детали должна смотреть наверх, а выемка в задней - в сторону ближайшей каретки оси Y.
![]()
- Установите деталь
0.5XY print head roller spacerтак, как это указано на изображении выше; - Установите ролики и закрепите их на винты М3х35 с потайной головкой.
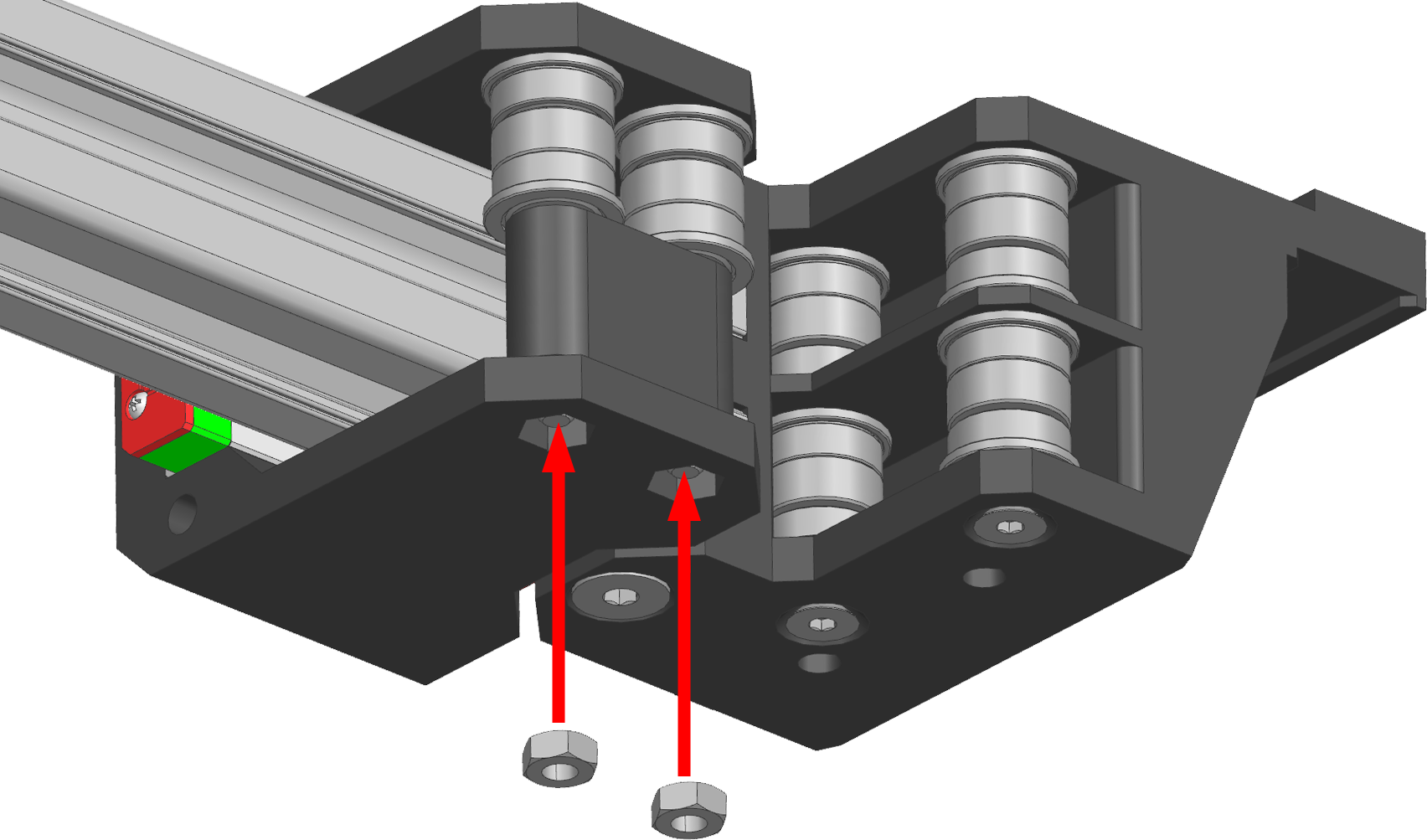
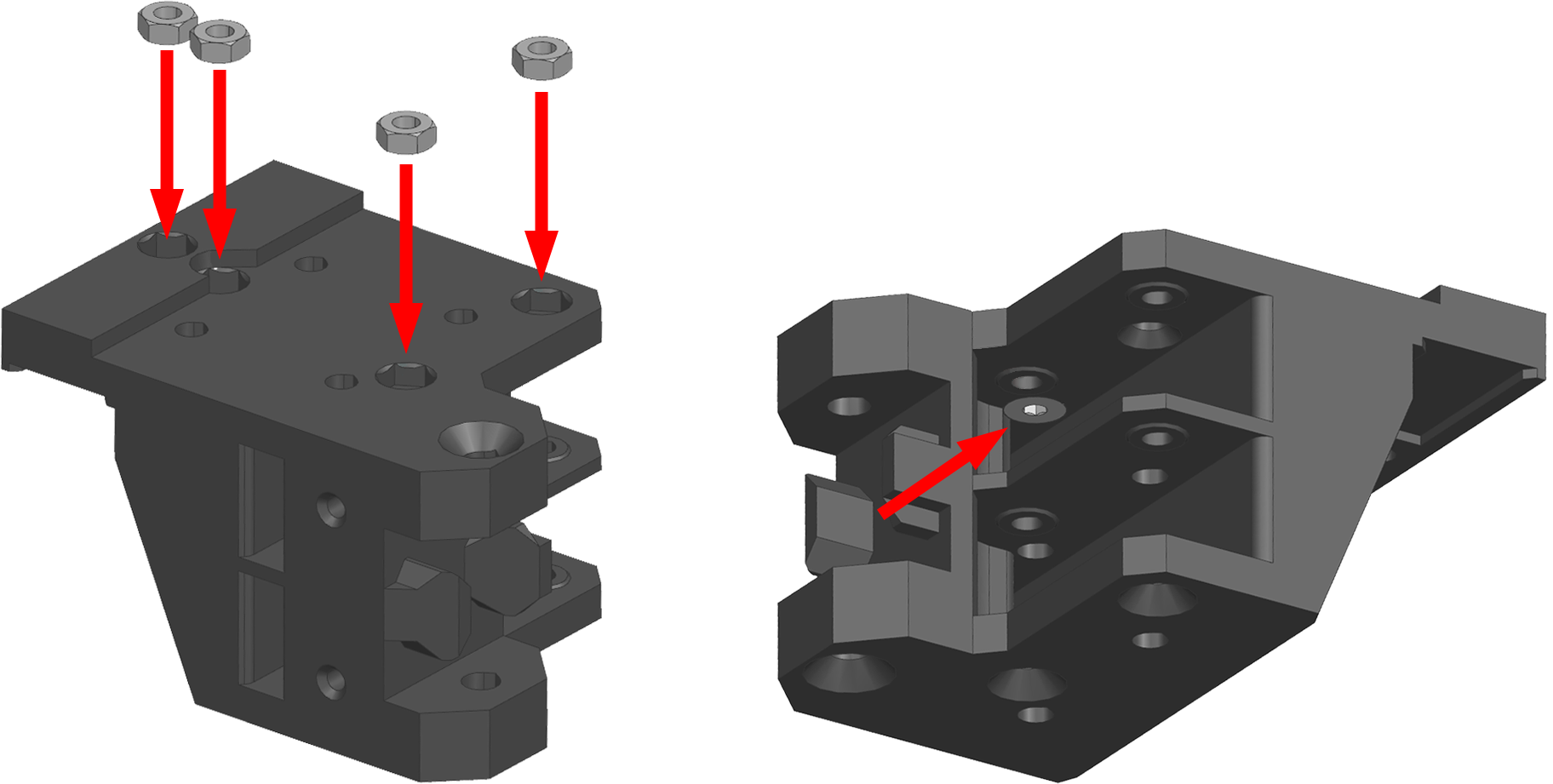
Вставьте гайки М3 снизу и закручиванием винтов М3х35 втяните их в углубление в корпусе каретки.
Сборка правой каретки оси X
Сборка правой каретки оси X происходит зеркально сборке левой, с исключением того, что у левой каретки ролики находятся сверху, а у правой снизу.
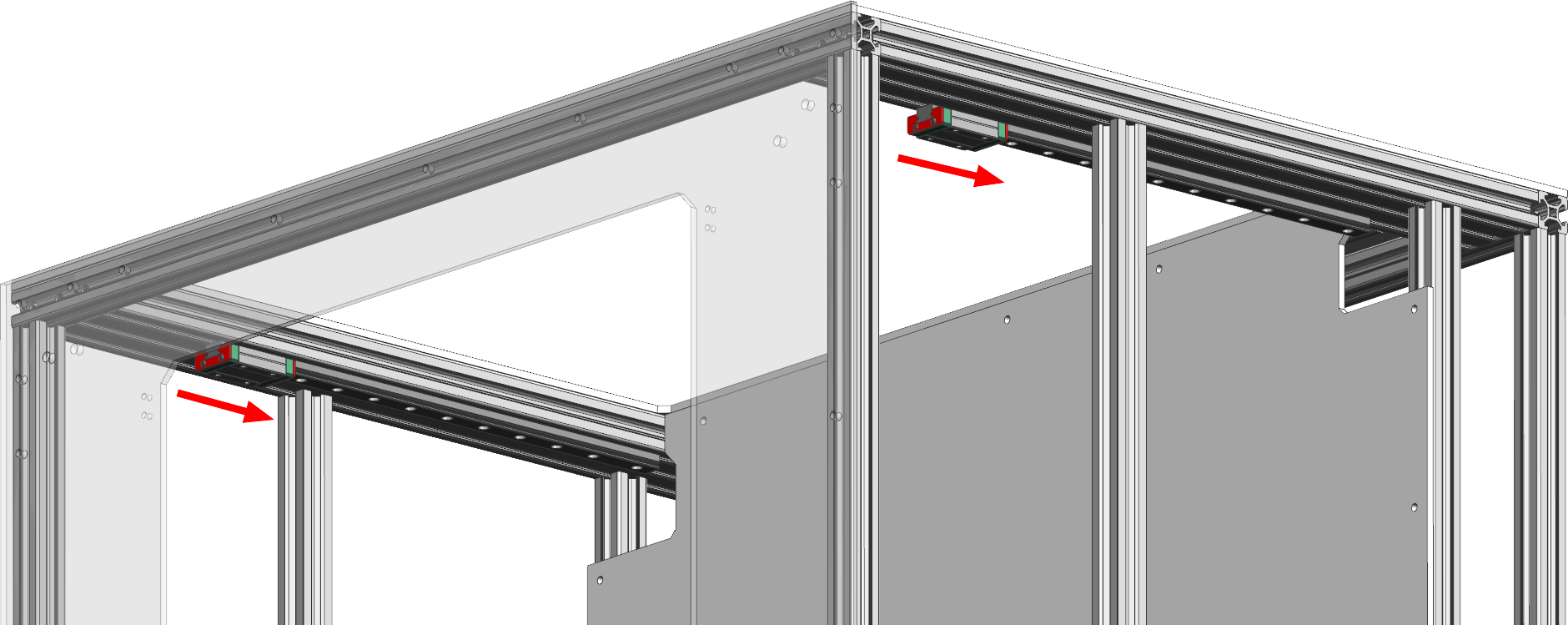
Установка балки оси X
Установка рельс оси Y
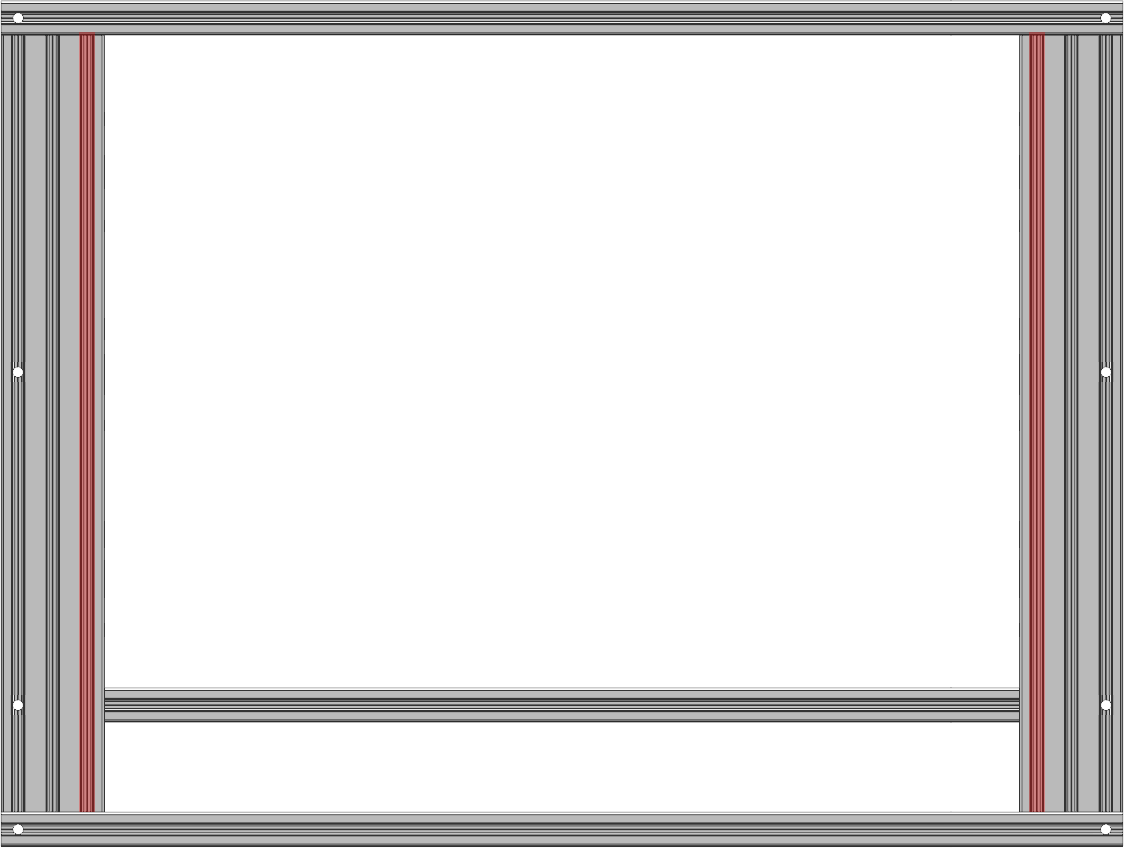 Вид на портал снизу
Вид на портал снизу
В указанные пазы снизу портала заложите пазовые гайки М3. Общее количество гаек можно посмотреть в спецификации или рассчитать исходя из крепления рельс на каждое второе отверстие.
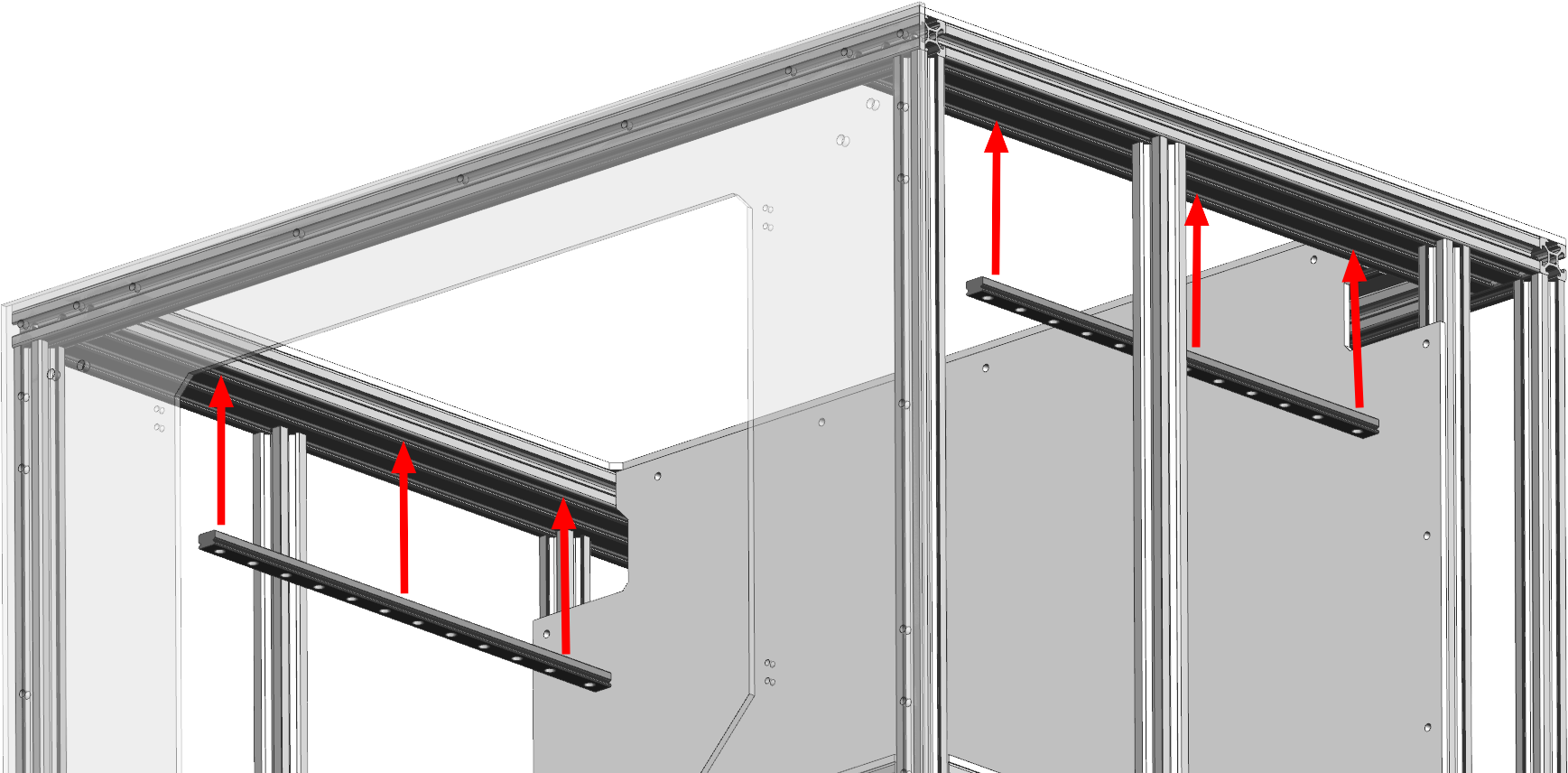
Две рельсы MGN12 устанавливаются в портал снизу, в крайние внутренние пазы профилей 2060. Задние торцы рельс должны быть плюс-минус вровень со средней панелью зашивки. Не затягивайте крепления на данном этапе, просто наживите винты, оставив рельсам небольшую подвижность в горизонтальной плоскости.
Задвиньте каретки на рельсы. Чтобы каретки не слетели с рельс во время работ с принтером, рекомендуется временно установить какие-нибудь упоры для них. Например, хорошо работает просто винт, вкрученный в пазовую гайку.
Установка балки оси X
Этот шаг можно выполнить в одиночку, но будет удобнее и безопаснее, если позвать кого-нибудь на помощь
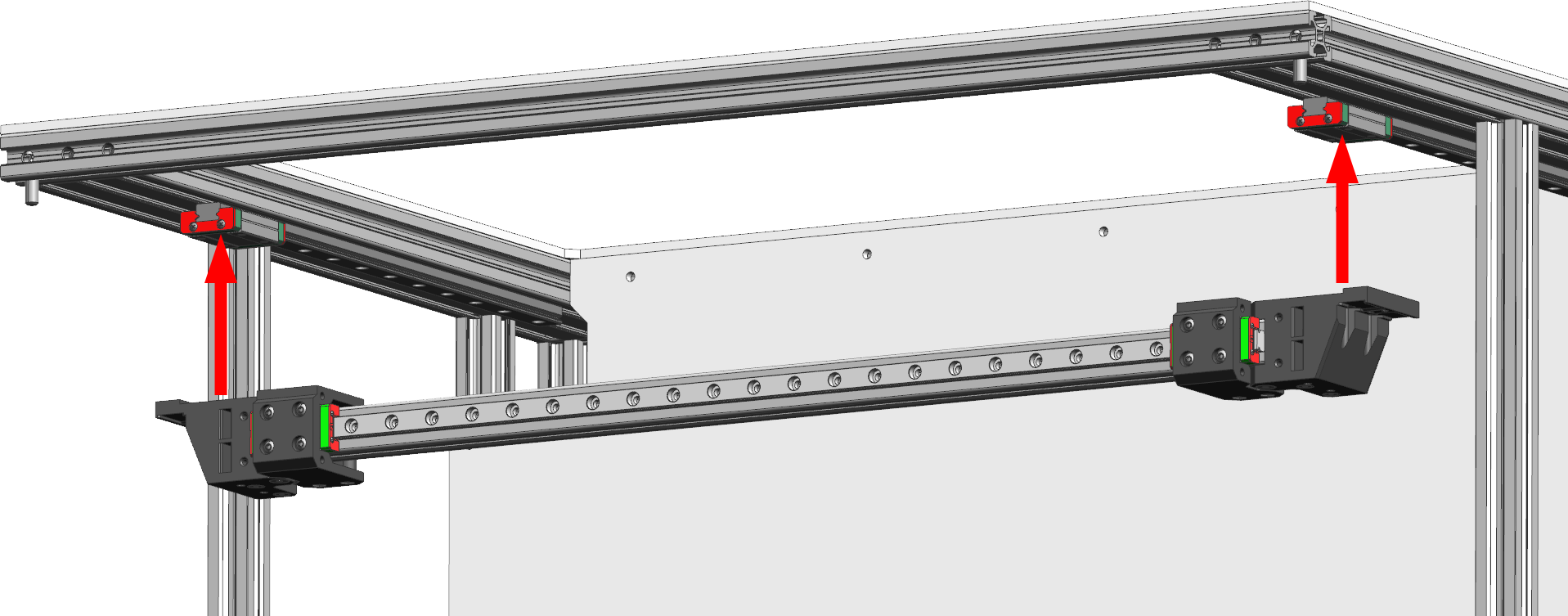
Установите балку оси Х и закрепите на 2 заранее заложенных винта. Винты на этом этапе сильно затягивать не надо.
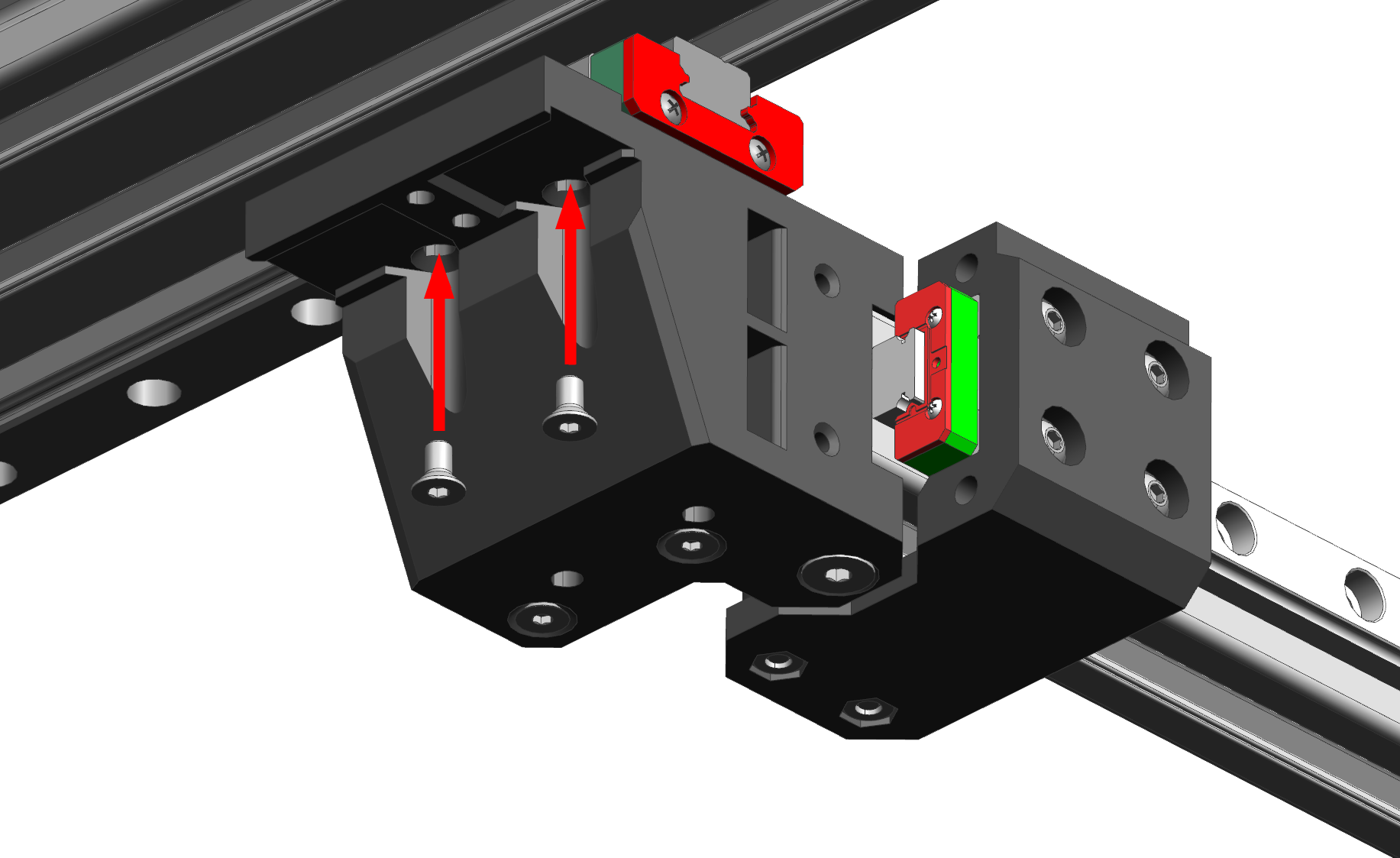
Установите и закрутите остальные винты М3х6 с потайной головкой. Затягивать на этом этапе не надо.
Регулировка положения направляющих осей XY
В первую очередь стоит выставить балку оси Х ортогонально профилям портала (слишком высокая точность не требуется) и затянуть винты крепления кареток оси Y к кареткам рельс оси Y.
Далее надо подвигать балку оси Х вперёд-назад пару раз, чтобы рельсы оси Y встали на своё место. После этого балку надо подвести к любому из концов рельс оси Y так, чтобы был доступ до последних винтов. Эти винты затягиваются. Далее снова балку двигаем туда-сюда-туда, и затягиваем по винтику у другого конца рельс.
После этого можно закрепить оставшиеся винты крепления рельс и проверить, легко ли балка двигается по оси Y. Если очень легко, то всё хорошо и можно переходить к следующему шагу.
Если балка двигается с затруднениями, то отпустите винты крепления кареток оси Y к кареткам рельс оси Y, подвигайте балку туда-сюда по оси Y и закрепите эти винты обратно, сохраняя ортогональность балки осям рамы. Если и после этого балка оси Y двигается с затруднениями, то стоит повторить регулировку параллельности рельс.
| Печатающая голова LPH | Натяжители |
K3D VOSTOK by Dmitry Sorkin is licensed under CC BY 4.0![]()
![]()